

We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.

We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.
We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.
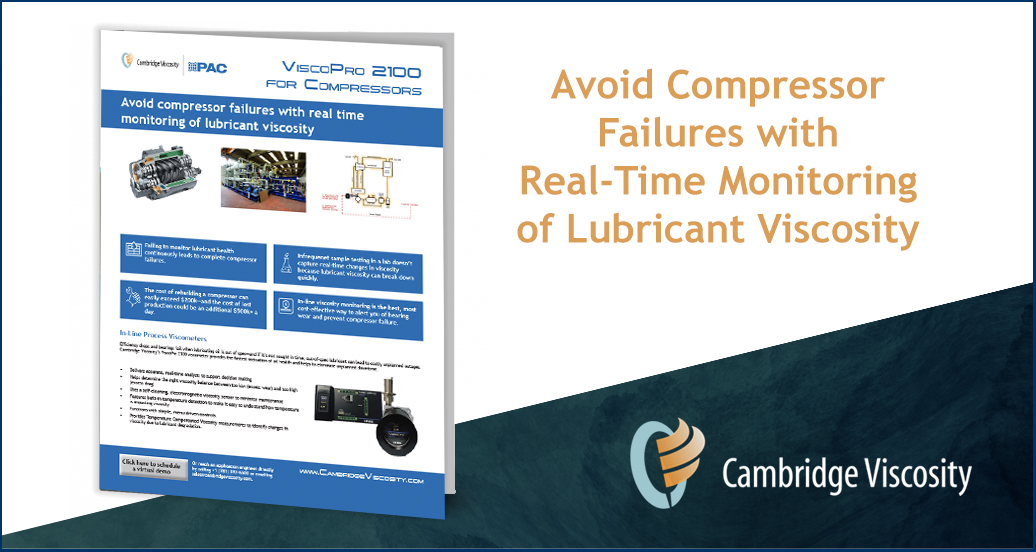
Click to download the one-page pdf detailing how Cambridge Viscosity helps refineries avoid compressor failures.

There are a lot of ways to demonstrate customer service. A quick response to an email, access to a knowledgeable human quickly when a customer has a question, a good support program, well-written technical manuals. The list goes on. For Cambridge Viscosity’s sales manager, Rob Segnatelli, customer service occasionally takes the form of running samples for new customers using the ViscoPro 2100 that he keeps on his desk.

Because atmospheric carbon dioxide levels are higher today than they have been at any point in the last 800,000 years1, there’s a need to develop improved ways to manage carbon capture. There are many different methods for carbon capture, but most tend to be energy intensive, water intensive, and expensive. The most common solvent is monoethanolamine (MEA), which has a significant water percentage (30% amine and 70% water). According to research from National Energy Technology Laboratory (NETL), by 2030, the addition of carbon capture technology could boost water consumption by fossil power plants by 80 percent.
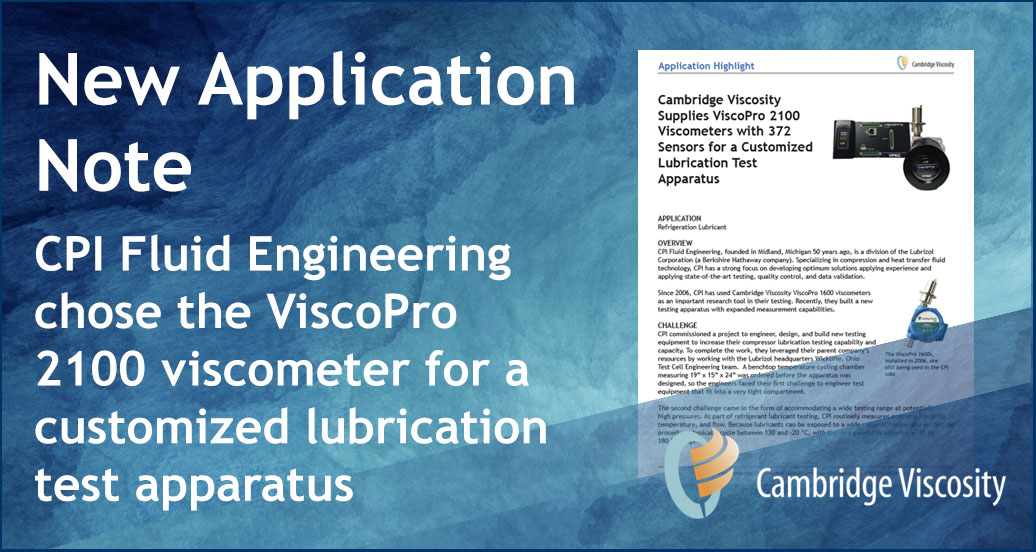
Since 2006, CPI Fluid Engineering, a division of the Lubrizol Corporation (a Berkshire Hathaway company), has used Cambridge Viscosity ViscoPro 1600 viscometers as an important research tool in their testing. Recently, they built a new testing apparatus with expanded measurement capabilities.

This week, the Cambridge Viscosity team has been in Houston, Texas for the Offshore Technology Conference (OTC). OTC is the largest oil and gas conference in the world. In normal years, attendance is about 59,000 industry professionals. Due to Covid, OTC was canceled in 2020. This year, the event was scaled back in size in consideration of the safety of attendees. Despite being scaled back a bit, the conference has been great. We've have great conversations with industry professionals, who, like us, have been excited to travel for the first time in over a year.
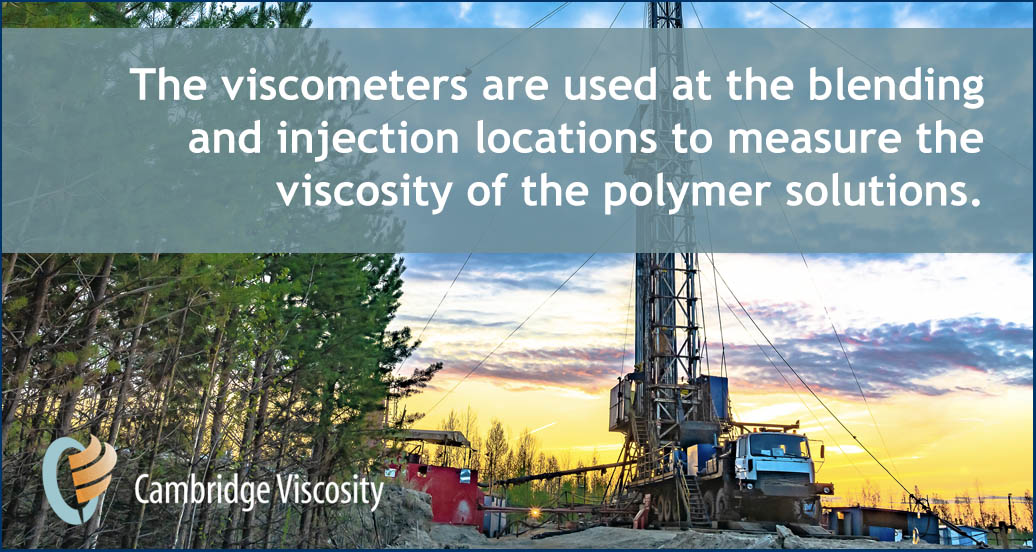
In mature, oil-producing reservoirs, conditions like natural fissions in the reservoir rock or resistance from heavier or more viscous oils require enhanced oil recovery (EOR) injection techniques. Polymer flooding is one EOR technique that is widely used because it can significantly improve oil recovery over conventional flooding. It uses polymer solutions in an aqueous medium to increase oil recovery by reducing the water-to-oil mobility ratio. Managing the viscosity of the EOR polymers at the well head supports efficient oil production, while helping to reduce the amount of EOR polymer needed.
If there’s anything that we’ve learned in 30+ years of business, it’s that our customers are smart. Often, you’re the best in your field. You know your industry as well as you know the face looking back at you in the mirror.

Managing lubricant viscosity is essential to maintaining the health of a compressor in a process plant, because a single compressor failure can cost $10,000 a day or more in lost revenue. Considering it’s another $10,000 to rebuild a compressor, or more than $100,000 to replace a compressor, maintaining the health and performance of compressors is important.
There is always some level of uncertainty in comparing on-line viscosity measurements with laboratory measurements. When it comes to viscosity analysis, a major reason for that uncertainty – and inconsistent measurements – is because the fluids are, in fact, under different conditions.

Spring and wire products are a substantial market – estimated to reach $468B by the end of 2020. Wire is widely used in manufactured goods, including electronics, automobiles, motors, transformers, and a wide array of other products. The coating on the wire is possibly the single most important variable in wire quality, and viscosity plays an important role in ensuring quality.
When it comes to coatings, product quality can live or die by viscosity. A too-viscous mixture can result in bubbling and an inconsistent, bumpy, “orange-peel” texture. A solution that is not viscous enough can result in a coating that is too thin, drippy, or saggy. Plus, depending on the application, a coating that is too thin may not provide the necessary top-coat protection. In either case, a coating that has an off-spec viscosity in either direction can result in product rejection or product failure.



