
Efficient oil reservoir analysis relies on understanding the behavior of reservoir fluids under varying conditions. This is where viscometer measurement improves the process, offering a window into the viscosity and flow properties of these fluids. Cambridge Viscosity’s ViscoLab PVT+ viscometer equips reservoir engineers with the ability to assess the fluid’s viscosity, even under extreme pressure and temperature conditions, mirroring real-world reservoir scenarios.

We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.

We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.
We originally wrote this document in 2021 to highlight the challenges that optical manufactures are facing. Now, two years later, Cambridge Viscosity has again looked at the industry and identified some of the most critical challenges faced by optical lens manufacturers.
Click to download the one-page pdf detailing how Cambridge Viscosity helps refineries avoid compressor failures.

This week’s Employee Highlight introduces Thinesh Rajan. Thinesh has had a long career with Roper Technologies Inc. Starting in 2005 in AMOT, Thinesh was hired in a business development role based in Singapore, which included sales, marketing, and service support of customers in Southeast Asia. He was transferred to PAC in July 2019 as a business development manager for Asia Pacific region covering Advanced Sensors products, and later covering the Middle East region, as well. This year, Thinesh has accepted the position of Asia Business Development Manager for Process Solutions, with overall responsibility for sales of Advanced Sensors, Process Core (N-Sure, MicroDist, and ViscoSure), Phase Technology and Cambridge Viscosity brand online analytical instruments. Together, these PAC brands make up PAC's Process Solutions business unit.
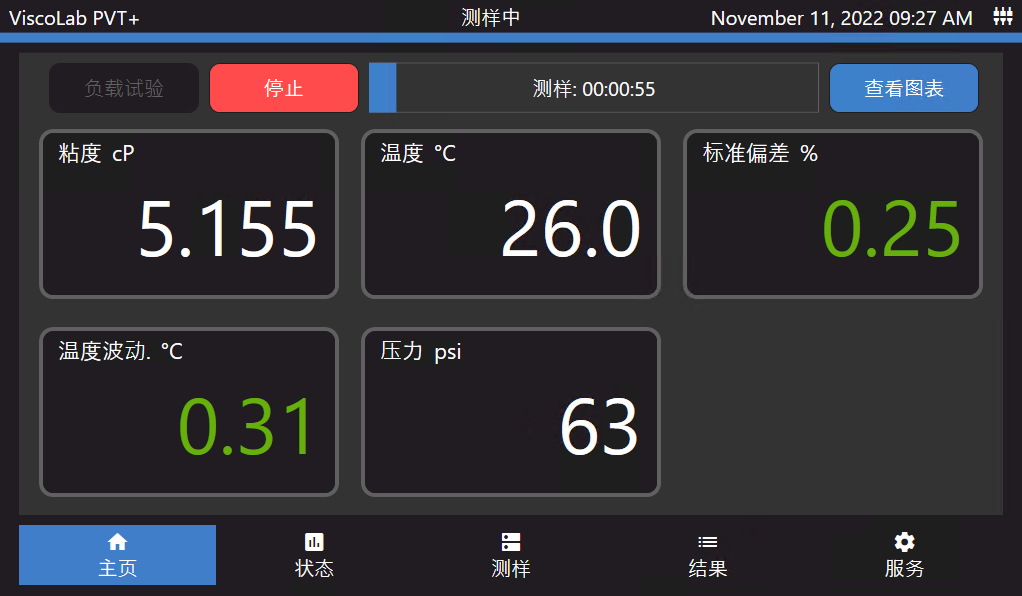
Ease of use for our customers is important, and we know that having our products available in the local languages makes it easier for customers to do their jobs. That’s why we’re excited to announce that we are incorporating three new languages within our new ViscoLab PVT+ viscometer. These languages are 1) Mandarin (Chinese), 2) Spanish, and 3) Portuguese.
Chris Seeton is widely considered to be an expert in the compressor/refrigerant industry. He has the notable distinction of being the person who won the first battle that allows new low global warming refrigerant regulations to come into effect by serving as the Global Technology Leader at Honeywell and leading the industry’s effort to replace R134a with R1234yf which came to fruition in 2015 (an EPA CAFÉ credit of 13.8 gCO2/mile or ~3 mpg per vehicle by just changing the refrigerant). Even today, he continues to drive change in the industry by leading two cooperative research project groups through SAE on developing new heat pump systems for electric vehicles.

Our distributors are the secret weapon to our success. They’re knowledgeable, support a local presence around the world, and help us deliver the most value to our customers. That’s why we were excited to attend PAC’s Process Solutions Europe, Middle East, & Africa Distributor Meeting. Process Solutions, made up of PAC’s Process Analytics Group, Cambridge Viscosity, Phase Analytics, and Advanced Sensors, specializes in advanced analytical instruments for online processes.

For our latest employee highlight, we talked to PAC’s Vice President of Process Solutions, Lisa Houston. A long-time PAC employee, Lisa has held her current position for three years.

We’re always thrilled when long-time industry professionals join us as new employees at PAC. This is definitely the case with Karl Kuklenz, who was recently hired in the role of Product Manager, Process Analytics.

For our next employee highlight, we’re introducing Ken Mann, our Asia Pacific Sales Manager. Ken has the longest history with CVI out of all our current employees.


Cambridge Viscosity had a great time in Vancouver, BC, Canada meeting with our Latin American channel partners at our first in-person distributor meeting since 2019! It was so good to see our colleagues from SICA, Supertec, Pensalab, Cecoltec, Melvyn Becerra & Cia., and Jose Jalill Haas Representaciones face-to-face, after more than two years of virtual meetings.
There are many different viscometer technologies and all have their merits, depending on the application.
Before you go and talk to any manufacturers, it is important that you know your application specifications and you need to know what to ask so you don’t end up with an expensive paperweight. This guide will help you gather your information upfront so when you do reach out, we can assist you quickly and effectively.
Laboratory viscometers and process viscometers may have some technology and methodology overlap, but the conditions of use are different so we’re going to break this down into two separate groups.



