
We recently asked some of our global reps to interview customers in key industries, so we can get a deeper understanding of some of the issues customers are facing right now. Jerzy Janota, Technical Director at Industa, recently talked to a customer in a medical device production company based in Europe. The customer recently installed a ViscoPro 2100 with the SPC 372 sensor.

Why Coatings are Important in the Medical Device Industry
Medical professionals are not thinking about the coatings on their instruments when they’re using them – they’re focused whether the instrument is doing its job correctly as it’s being used. However, if the coating on a medical device is off-spec, or too thin or thick, or not displaying the required characteristics, the device may not perform as intended, and the effects can range from a minor distortion of characteristics to unacceptable in-vivo interactions. Quality control in medical device manufacturing is taken very seriously. Off-spec and inconsistent coatings lead to waste, which can be costly.
Over the last few decades, optical coating technologies have been becoming progressively more complex. Optics control light in a manner to make a product useful, and coatings do a great job in that by modifying how light is transmitted, absorbed, and reflected to make the product more efficient and functional. Optical coatings are made up of several thin film layers, creating an interference effect. How the coating works depends on variables like the number of layers, the thickness of each coating layer, and the different refractive indices of each layer.
Almost two months ago, while those of us in the United States were enjoying our Thanksgiving holiday, our associates in Italy were holding a webinar on viscosity measurement in pressroom converters. This event inspired a series of material discussing the coating application, including last week’s blog highlighting factors that influence viscosity measurement in the pressroom converter application.
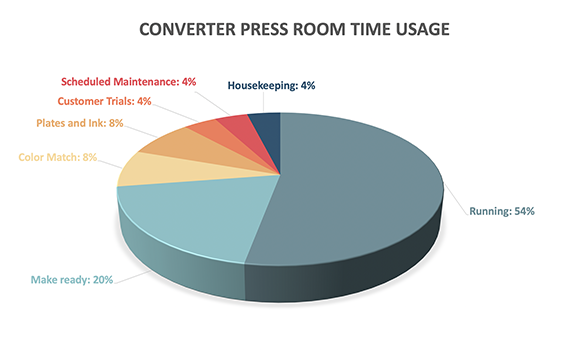
Today's blog discusses pressroom converters. (And we're offering a free white paper on the topic — see the link at the bottom of this post.)

Spring and wire products are a substantial market – estimated to reach $468B by the end of 2020. Wire is widely used in manufactured goods, including electronics, automobiles, motors, transformers, and a wide array of other products. The coating on the wire is possibly the single most important variable in wire quality, and viscosity plays an important role in ensuring quality.
When it comes to coatings, product quality can live or die by viscosity. A too-viscous mixture can result in bubbling and an inconsistent, bumpy, “orange-peel” texture. A solution that is not viscous enough can result in a coating that is too thin, drippy, or saggy. Plus, depending on the application, a coating that is too thin may not provide the necessary top-coat protection. In either case, a coating that has an off-spec viscosity in either direction can result in product rejection or product failure.

The past eight months have presented us with interesting challenges – and those challenges have definitely hit the medical device industry hard. The manufacturing supply chain has experienced shortages, which means medical device manufacturers are being asked to bring their technologies to market faster. Emergency authorizations mean pre-market review is putting pressure on the R&D process. Viscosity measurement is a critical component in helping medical device manufacturers meet these challenges and get their products out the door faster and at the highest levels of quality.

In an auto industry that is more competitive than ever, any technology that enhances quality is well worth considering – especially when the benefits far outweigh any costs.

Monitoring the viscosity of coating products to achieve higher product quality and reduce maintenance downtime
CHALLENGE
Controlling the viscosity of coating products is a significant challenge for manufacturers across a wide range of applications, from optical and medical to drum coating. The fluids are often difficult to work with and must be formulated and used within strict parameters to achieve the desired film weight, thickness, and image characteristics.

Most viscometer sensors require a large tee or housing to accept their sample volume requirements. This is fine in larger diameter process lines, say 2” and above, but it becomes an engineering hurdle when space is a premium and overall system volumes are limited, such as in dip coating applications for medical devices or optical lenses. There are in-line viscosity solutions available for small diameter process lines and low volume systems.

Uniform film thickness is essential for effective optical and medical coatings. If the film thickness on a medical device is not correct, the product will not interact properly with the body. If an optical film is too thin, its product efficacy is impaired; if too heavy, visual performance is frequently compromised. Viscosity is critical for maintaining desired film thickness. As the preferred viscometer supplier for many medical and optical coatings worldwide, Cambridge Viscosity has identified seven critical factors for optimal performance.

Boston—How do you control coating on wire that is finer than a human hair? This is the challenge faced by manufacturers of 30 – 300 micron diameter wire known as winding wire, magnet wire or fine wire. These wires are key components in electric motors, transformers and electric coils required in appliances, cars and other powered devices.
FOR IMMEDIATE RELEASE

Coating viscosity control is a significant challenge for all coating operations. While many factors impact the film’s ultimate characteristics, the viscosity of the coating material is of central importance in achieving consistency. The viscosity of a coating relates directly to the concentration of coating solids in the fluid, which is the basis for the thickness and uniformity of the film.
Incorrect film thickness results in off-quality unusable end products, with unacceptable visual or other performance characteristics. Scrap reduces yield, in addition to the loss of costly coating materials and the environmental costs associated with manufacturing. Periodic manual viscosity checks increase labor costs and are subject to operator variance. Plant operational characteristics—temperature changes, blending variations in coating materials, and process-driven evaporation—frequently make off-line measurements impractical.
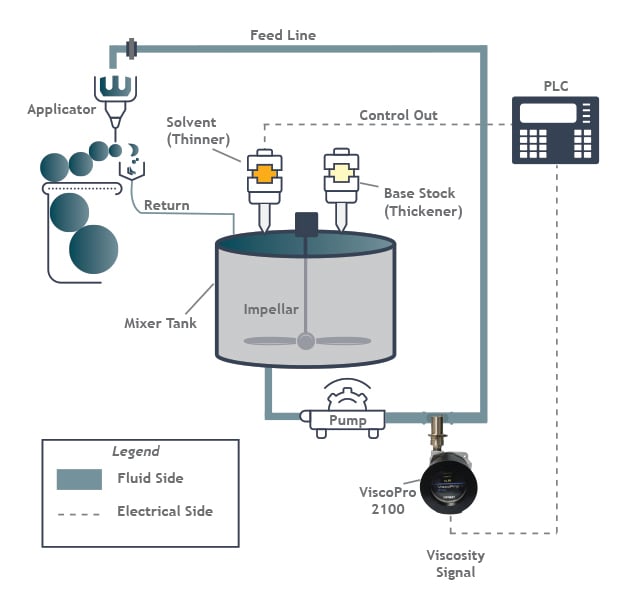
A typical coating system includes: supplies of base stock and make-up fluid, an agitated mix tank, a pump, heater, filter, the feed line to the applicator, the applicator itself, and the return line to the mix tank. The applicator can utilize a dip, roll, spray, sputter or other process. To accurately and reliably control coating viscosity, Cambridge Viscosity recommends the following best practices.
1. Utilize closed-loop control. Locate the viscosity sensor so it is measuring the characteristics of the material that is actually being applied to the end product. The best location is in the feed line to the applicator. Sensor information should be fed directly to the electronics that controls the addition of make-up fluid or solvent. An integrated PID controller provides excellent results. A separate level sensor for base stock addition completes the system.
2. Temperature-compensated viscosity is essential. Temperature has a significant impact on viscosity, but not necessarily on coating concentration. Unfortunately, temperatures in production environments are often not well controlled. Viscosity and thus costing solid levels must be correct despite temperature variations. Coatings have repeatable temperature-viscosity relationships that can be readily modeled mathematically, and can be directly programmed into electronics to provide temperature-compensated viscosity for accurate viscosity control despite temperature changes.
3. Offline measurements are important, but must be tightly controlled. Off-line measurements are often the standard to which coaters control viscosity. Unfortunately, they are subject to significant error from a variety of sources. These off-line measurements can be via cups in the production environment, or more sophisticated laboratory equipment. It is important that:
a) The sample is drawn from coating that is typical of that which is being applied.
b) Samples must be taken frequently enough so that variations.
c) Shear conditions in the line be duplicated in the lab.
d) The sample taken and measured such that no off-gassing of the coating is allowed.
e) All aspects of the tests must be handled consistently to negate inherent operator variability.
4) Automated in-line viscosity control removes error. Variations in sample taking and lab techniques are best controlled through automated in-line measurement and control. The sensor can be located so that it measures coating fluid that is representative of the fluid being applied. Solvent or make-up fluid can be automatically added via solenoid control to assure coating fluid consistency. Fluid shear is overwhelmingly controlled for most fluids by the way the fluid is pumped and piped. Consistent shear is achieved by mounting the sensor in the applicator feed line. In this way, operator-induced errors are minimized for accurate and repeatable results.
5) Small size sensors that are suitable for hazardous areas make installation and maintenance easier. Compact sensors are easier to install and maintain. Where sample conditioning is necessary, small sensors require smaller amounts of fluid treatment. Self-cleaning/low maintenance sensors are available in in-line or in-tank configurations.

About Cambridge Viscosity
Cambridge Viscosity is the leading supplier of viscometers for performance coatings worldwide. Cambridge lab and process viscometers use the same core technology and are fully compliant with ASTM D7483. Cambridge instruments are compact, require small amounts of sample, incorporate temperature sensors and are extremely accurate, repeatable and robust. The sensors—utilizing easy to maintain and operate oscillating piston technology—incorporate best practices and are fully proven as reliable devices for performance coating control. Cambridge's global reach provides application engineering support and service wherever and whenever needed.
To learn more visit www.cambridgeviscosity.com.



