

Spring and wire products are a substantial market – estimated to reach $468B by the end of 2020. Wire is widely used in manufactured goods, including electronics, automobiles, motors, transformers, and a wide array of other products. The coating on the wire is possibly the single most important variable in wire quality, and viscosity plays an important role in ensuring quality.
Manufacturers have several options when it comes to viscosity monitoring. The syringe sampling method involves manually taking samples out of the process via syringe and carrying them to the lab. This method was time consuming, and the lack of temperature control means accuracy is practically impossible. There’s also the cup method, where viscosity is measured by allowing coating fluid to drain through a hole in a cup, with a technician timing the length of time it takes for the entire fluid to drain. The longer it takes, the more viscous the fluid. This method has a variety of issues, including a lack of temperature control, whether the cup has dried coating impacting the integrity of the hole, and being susceptible to human error.
A more robust solution is to choose an in-line viscometer that includes an on-board temperature control unit. The VISCOPro 2100, manufactured by Cambridge Viscosity, uses TCV as a control variable.
The Cambridge Viscosity VISCOPro 2100 can store up to 1,000 data points in memory, yielding readily available reference data to verify wire coating temperatures are on target. The viscometer is a model of simplicity; it has only one moving part, a highly polished stainless-steel piston that moves back and forth in the sensor tip, driven by electromagnetic force from coils in the sensor body. The movement of the piston is resisted by viscous drag of the fluid around the piston. The more viscous the fluid or coating, the slower the piston moves. Having a single electromagnetically driven piston is also essential for keeping the measurement chamber clean. This results in extraordinarily low maintenance costs and reliable measurement accuracy. The simple design ensures that the instrument is accurate, reliable and requires little maintenance.
Cambridge VISCOpro 2100/SPL311 viscometers can be installed directly in wire coating lines. 4-20 mA signals for viscosity and temperature from each Cambridge unit can be sent to a controller which uses these inputs as the basis for maintaining the appropriate level of solvent in the coating, neutralizing the effect of evaporation and other operating conditions that can result in coating variation.
Fine Wire Coating Process
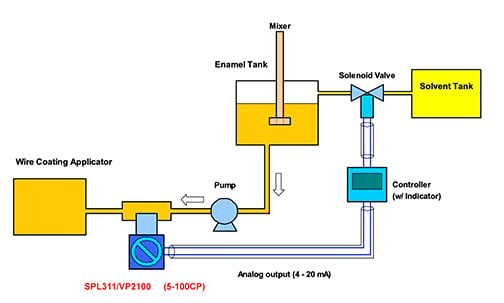
In the schematic above, a Cambridge Viscosity SPL311, VISCOpro 2100 viscometer is shown installed between the coating enamel tank and the applicator. This in-line approach ensures the coating has ideal characteristics as close to application as possible.
Read other related articles:
Controlling Viscosity for Uniform Fine Wire Coating
Process Viscometer Options
Not all viscometers use the same mechanism of operation. Cambridge Viscosity instruments employ an innovative sensor technology that uses an oscillating piston and electromagnetic sensors. Competing viscometer technologies include falling piston, falling sphere, glass-capillary, U-tube, and vibration designs.
Look for the following characteristics for in-line wire coating viscosity measurement:
- Menu-driven electronic controls – simplify setting coating viscosity parameters
- Small size – easy to install
- Self-cleaning sensor – using the in-line solvent in the coating fluid can clean the sensor while it is taking measurements, reducing unscheduled maintenance.
- Built-in temperature detection – the sensor should show temperature as an analog reading
- Integrated Temperature Compensated Viscosity – essential to adjust for the normal changes in process temperature in the course of 24/7 – 365 operations.
- Multiple output signals – the sensor should display temperature and temperature-compensated viscosity readings.
- Automatic viscosity control – the sensor should be pre-set but reconfigurable. The sensor should be able to ‘learn’ how much control is needed for each fluid setting.
- Data logging – date and time-code should be automatically logged, creating an audit trail and simplifying performance and quality trend measurement.
- Security and alerts – designed to prevent unauthorized changes and sound an alarm when setpoints are reached so operators can take action quickly.
- Quick-change memory settings – for process lines that run more than one fluid, this feature simplifies changing settings.




